



GRP GRV | GRE | HDPE PIPES
INTRODUCTION
Although the world’s infrastructure has developed a lot during the past decades, still thousands of kilometers of water and sewer pipes needing rehabilitation due to corrosion. Corrosion is mainly caused by:
- Internally unprotected concrete sewer pipes are rapidly aged by the presence of sulfuric acid in sanitary sewer systems, which are generated through the hydrogen sulfide cycle.
- Externally, soil conditions and stray electrical currents will weaken underground pipes. Metallic pipes can corrode when placed in poorly aerated, poorly drained soils of low resistivity. The presence of sulfate – reducing bacteria will accelerate this deterioration.
These problems can be radically reduced, if not eliminated, by the cautions selection of materials resistant to corrosion, or the inclusion of corrosion protection systems into pipeline designs. Unfortunately, in hopes of cost saving, agencies will often forego the necessary corrosion protection, only to learn a few years later of the consequences. Corrosion is not a reversible process.
The solution to this situation is very easy….
Inter Pipe Factory® (Glass Fiber Reinforced Polyester Pipes)
Inter Pipe Factory® certified with ISO 9001:2008, 14001:2004, OHSAS 18001:2007, WRAS (Water Regulations Advisory Scheme), Kitemark for GRP and HDPE, etc... and also approvals from ministries and municipalities all over U.A.E.
PRODUCT & TECHNOLOGY
Inter Pipe Factory® produce and supply of Glass Reinforced Plastic Pipe, Joints, Fittings, etc.. and High Density Polyethylene Pipes (HDPE).
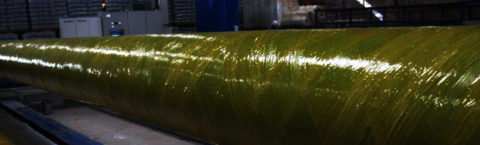
Continuous winding is the process utilized for GRP pipe production as per the Know How and Technology supplied by TECHNOBELL London. All manufacturing and testing equipment are of the latest version in the pipe technology.
![]()
GRP PLANT



Consists of the following :
- LD1 winder is for the production of pipes for the diameter range from 300mm to 2600mm. The machine is fully automated in order to adjust and automatically controlled the flow of all pipes raw material, and for the better control of product quality.
- Automatic transport system is to transfer the produced pipes from the production machine to the chamfering and calibration area and later to the pressure testing area.
- Chamfering and Calibration machines where the pipes end are accurately machined at the joint location.
- Pipe pressure tester where the pipes are automatically lifted and hydro tested to a preset pressure and to a preset testing duration.
- Coupling milling machine is for the manufacturing of coupling joints.
- Coupling Hydro Tester where produced couplers are pressure tested.
- Odd length machine, for the cutting and calibration of small pipes, and pipe needed for the fittings manufacturing.
- Fittings manufacturing area dedicated for pipes spooling and lamination.
- Laboratory for the inspection and testing of incoming raw material and for pipe short term and long term testing.
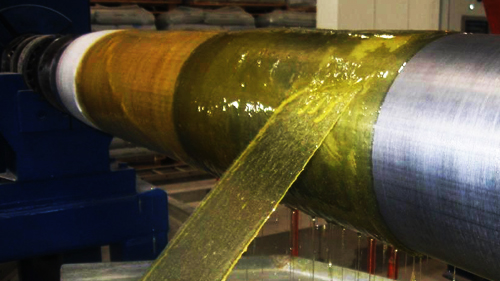
- Dual Helical Winding is the process utilized for GRE pipes production. All manufacturing and testing equipment are of the latest version in the pipe technology.
GRE PLANT


Consists of the following :
- “HW1” Dual helical winding machine is used for the production of pipes of diameter range 25 mm to 1200 mm. The machine is fully automated in order to adjust and automatically control the winding of the material, and for the better control of product quality.
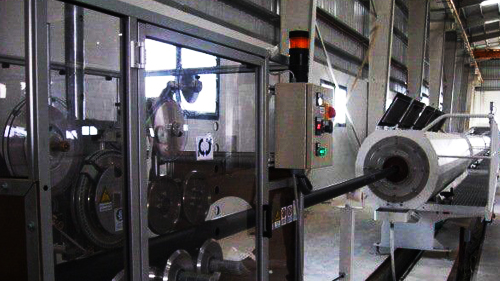
- Automated pre-curing oven for online curing process of pipes and post-curing oven for the final curing of pipes to achieve the required Glass Transition Temperature (Tg) Value.
- Demoulding machine, where the pipes are demoulded from mandrel and transferred to finishing area.
- Chamfering and Calibration machines are where the pipe ends are accurately machined at the joint location.
- Pipe pressure tester where the pipes are automatically lifted and hydro tested to a preset pressure and to a preset testing duration.
- Fittings manufacturing area dedicated for pipes spooling and lamination. Flange winding machine, drilling machine and other moulded fittings production machines are located in fittings manufacturing area.
- Small curing oven is used in the fittings section for post curing of moulded fittings and other products.
- Laboratory for the inspection and testing of incoming raw material and for pipe short term and long term testing.
- Extrusion method is the process utilized for HDPE Pipe production. All manufacturing and testing equipment are of the latest version in the pipe technology.
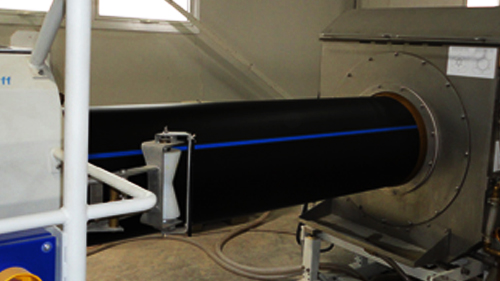
HDPE PLANT
Consists of the following :
- HD1 machine is for the production of Pipes for the diameter range from 90mm to 500mm. The machine is fully automated in order to adjust automatically controlled the flow of all pipes raw material and for the better control of product quality.
- Laboratory for the inspection and testing of incoming raw material and for pipe short term and long term testing.
- Seawater, Chemicals, soil and various atmospheric conditions typically cause severe corrosion within a short period of time on traditional pipe systems. As an inert material, fiberglass composite pipes & HDPE pipes having excellent anti-corrosive properties. Therefore, when facing high temperatures and pressure, fiberglass & HDPE pipes have proven to be the material of choice due to their anti-corrosive properties and a design life of approximately 50 years. Glass-fiber Reinforced Polyester and Vinyl ester (GRP/GRV) and High Definition Polyethylene (HDPE) pipe systems offer excellent performance in terms of corrosion resistance and resistance to loads with high pressures and temperatures. HDPE pipe is considered environmental conservative product, being the best pipe material when being designed with proper condition. Inter Pipe Factory using granule form raw material it is not added any additive for production of the pipes. Raw material is used absolutely in its original composition.